But, before leaving the topic, I would like to discuss, in a little more detail, the concept of the optimal amount of abrasive that one should use with a given jet, and what happens as that feed rate is changed. As I mentioned last time, because of differences in the shapes of the mixing chambers of the nozzles supplied by different manufacturers, the specific sizes and optimal flow rates will differ from nozzle to nozzle but the overall conclusions remain the same.
Last time I pointed out that the driving waterjet had to break up within the mixing chamber in order to properly mix with the abrasive and to bring this up to a maximum speed before the mix left the focusing tube. Where the driving jet is too large then this breakup is not complete and the mixing is not efficient. As a result the jet that comes out of the end is more diffuse and the abrasive will not have reached the full velocity possible. However, if the incoming waterjet is made smaller for the same AFR and other mixing chamber geometries, then the cutting performance will decline.

Figure 1. Effect of increase in jet pressure when cutting aluminum with an AFR of 1.7 lb/minute (after Hashish, M., "Abrasive Jets," Section 4, in Fluid Jet Technology- Fundamentals and Applications, Waterjet Technology Association, St. Louis, MO, 1991.)
For a similar reason adding a polymer to the jet fluid should only be carried out with some care for the consequences. Long-chain polymers can give a jet increased cohesion and this can, at high enough concentrations, inhibit jet breakup in the mixing chamber thus reducing the effectiveness of mixing in the chamber.

Figure 2. The effect of changing cutting fluid on AWJ performance (after Dr Hashish ibid)
Polyox, (polyethylene oxide) is an extremely effective polymer for increasing jet performance by cohering the jet and reducing the friction losses between the pump and the nozzle. However, as the graph shows, adding it to some abrasive systems will reduce performance since the more coherent jet makes it more difficult for the abrasive to mix and accelerate to full velocity. At lower concentrations the polymer allows the jet to breakup, but keeps the slugs of water together making energy transfer more efficient. Higher velocity abrasive means that less is required to achieve the same cutting performance as Walters and Saunders showed.

Figure 3. Effect of adding polymer in reducing the amount of abrasive required to cut stainless steel (after Walters, C.L., Saunders, D.H., "DIAJET Cutting for Nuclear Decommissioning," Paper J2, 10th International Symposium on Jet Cutting Technology, Amsterdam, Netherlands, October, 1990, pp. 427 - 440.)
At low levels of abrasive feed Dr Hashish has shown that increasing the amount of abrasive in the feed increases cutting performance.

Figure 4. Effect of increase in AFR on depth of cut in mild steel at a feed rate of 6 inches/min (After Dr. Hashish ibid), waterjet diameter 0.01 inches.
However, as the abrasive flow rate continues to increase the cutting performance reaches a plateau and can decline, as Dr. Hashish illustrated. An AFR of 20 gm/sec is equivalent to a feed of 2.6 lb/minute.

Figure 5. The effect of higher AFR on cutting depth at 3 jet pressures on a mild steel target (after Dr. Hashish ibid)
Note that in this case the nozzle geometry was not optimized for operation at the highest jet pressure. More visibly we ran a series of cuts across a granite sample, where the only thing that changed between cuts was that we increased the abrasive feed rate in cuts from the left to the right. It can be seen that beyond a certain AFR the jet starts to cut to a shallower depth.

Figure 6. Successive cuts made into a granite block at increasing AFR from the left to the right.
Interestingly the optimum feed rate doesn’t just depend on the pressure and water flow rate (waterjet orifice size) of the system. Faber and Oweinah have shown that as the feed particle size gets larger, so the optimum AFR reduces.

Figure 7. Optimal Abrasive feed rate as a function of particle size (after Faber, K., Oweinah, H., "Influence of Process Parameters on Blasting Performance with the Abrasive Jet," paper 25, 10th International Symposium on Jet Cutting Technology, Amsterdam, October, 1990, pp. 365 - 384.)
The process of finding an optimal feed rate for a system is thus controlled by the design of the mixing chamber based on the relative position of the abrasive feed tube and the size of the waterjet orifice. This controls how well the abrasive that is fed into the system can mix with the jet and acquire the velocity that it needs for most effective cutting. Then, as the above plot shows, the optimal AFR is also influenced by the size of the particles that are being fed into the system, since as the particles become larger beyond a certain size, so the cutting effectiveness declines.
Part of the reason for this is that, as the AFR increases so there is an increased risk of particle to particle impact breaking the particles down into smaller sizes. (And an earlier post showed that smaller particles cut less effectively – as does figure 7 above). We screened the particles that came from several different designs of AWJ nozzle assemblies capturing them after they left the nozzle but without further impact, so that the size range is indicative of that which a target material would see,
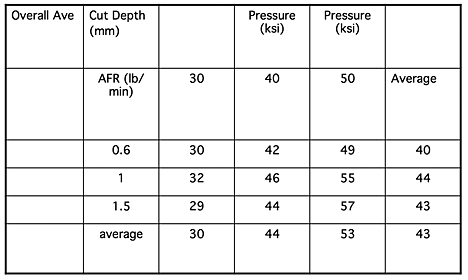
The table is a summary of some of the results and it shows results for a feed that began at 250 microns giving the percentage of the particles that survived at larger than 100 microns.

Figure 8. Percentage of the 250 micron sized feed that survives at above 100 micron for differing jet conditions. (the numbers are averaged from several tests).
It can be seen that when the feed rate rises to 1.5 lb a minute that there is a drop in abrasive size at higher jet pressures, and this is likely to be due to the increased interaction with particles. Since cutting effectiveness is controlled by particle size, count and velocity the only slightly greater amount of particles that survive above 100 microns at 1.5 lb/minute relative to those that survive at 1 lb/minute suggest that spending the money to increase the AFR above the optimal value (in this case around 1 lb/min) is a wasted investment.
It is therefore important to tune the system to ensure that, for each jet pressure and nozzle design that is used, that the AFR has been optimized.