In conformity with the IEA review EM consider that the energy growth rate for India will be perhaps one of the more significant metrics of the future. EM note that by 2040 one third of the global population will live in either India or China and between them they amount for half the global increase in energy demand, which is anticipated to be about 35% higher than the 2010 figure. India has already become the third largest energy consumer (after China and the United States).
One of the greatest drivers to energy demand growth comes as the population moves from the farms to the city and, as EM note, China has seen the urban population grow from 25 to 50% of the total in the past 20 years increasing residential power demand 20-fold. But that growth will slow in the future, reaching 75% by 2040. India (and Africa) are however further behind this curve with India being at 30% and Africa at 40%. Thus, as they still have further to move up the ladder, EM anticipate there will be concomitant increases in demand as these changes occur.

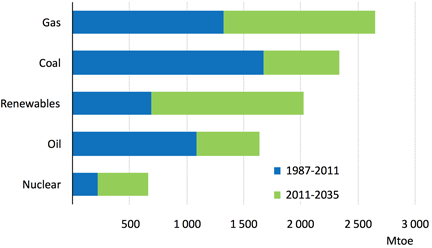
Figure 1. Projected growth in energy demand for major groups until 2040. (Illustrations are taken from EM The Outlook for Energy:A View to 2040 except where stated) (The key growth countries are Brazil, Indonesia, Saudi Arabia, Iran, South Africa, Nigeria, Thailand, Egypt Mexico and Turkey).
One of the small niggles with this projection is that it assumes a virtually limitless source of fuel.
Ongoing advances in exploration and production technology continue to expand the size of the world’s recoverable crude and condensate resources. Despite rising liquids production, we estimate that by 2040, about 65 percent of the world’s recoverable crude and condensate resource base will have yet to be produced.While that projection will be discussed a little further later, it should be noted that in the next decade China’s energy demand will continue to grow at roughly current rates and that they have been quite assiduous in finding new sources to provide that energy. This is already providing some of the backstory to the growing tensions between China and its neighbors in the South and East China seas.
This is noteworthy because, as yet there is not much gap in the world between the quantities of fuels desired, and those available. Yet China is moving aggressively to ensure that it will be able to get what it needs when this changes. Such is not the case either with India, which has often failed in head-to-head bids for energy supplies when going against China, or much of the rest of the world who continue to accept the assurances that EM inter alia are promulgating with reports such as this, that there is a plentiful sufficiency.
Continuing along this unrestricted “ideal world” trail that EM are laying out, they continue to foresee that there will be a substantial improvement in energy efficiency over the next decades, leading to an increased decoupling of the relationship between GDP growth and Energy demand.

Figure 2. Projected growth in GDP and Energy demand through 2040.
Some of this EM project will come from the increased efficiency of automobiles and the greater acceptance of hybrid vehicles, with a penetration of 35% of the market – up from the 1% it held in 2010. While they do not expect that natural gas will have much impact on personal vehicles they do expect some impact with commercial transportation. The changes will lift the light vehicle mileage from the 24 mpg of 2010 to 46 mpg by 2040. (This is 1 mpg lower than their projection for mileage change given last year).

Figure 3. Changes in the composition and size of the global car fleet.
In terms of electricity supply EM foresee a sharply changing picture of the composition of the fuel sources for global supply, with coal barely holding its own throughout the period, and oil declining, while the remaining sources all grow in market size.

Figure 4. Sources of fuel and market size for electric power generation through 2040.
So where will the oil supply come from? Well EM remain confident in the future growth of North American oil.
North American liquids production is expected to rise by more than 40 percent from 2010 to 2040, boosted by gains in oil sands, tight oil and NGLs. With production rising and demand falling, North America is expected to shift from a significant crude oil importer to a fairly balanced position by 2030.The concern with these projections (which are substantially more optimistic than the IEA forecast, lies in their assumption of unfettered growth. As Ron Patterson just noted the EIA is anticipating that US volumes will peak in 2019, and then decline.
Latin American liquids production will nearly double through 2040 with the development of the Venezuelan oil sands, Brazilian deepwater and biofuels.
The Middle East is expected to have the largest absolute growth in liquids production over the Outlook period — an increase of more than 35 percent. This increase will be due to conventional oil developments in Iraq, as well as growth in NGLs and rising production of tight oil toward the latter half of the Outlook period.

Figure 5. EIA projections for US petroleum production through 2040 (EIA).
Ron, has refined this plot and shows that US production may well peak in either 2015 or 2016, and go into significant decline by 2020. This is quite a contrast to the EM projection.

Figure 6. EM projection for change in liquids production through 2040
EM expect that Deepwater production will increase with major supplies coming from Angola, Nigeria, the Gulf of Mexico and Brazil, with production rising to a peak in around 2040. They expect tight oil supplies, however, to increase by a factor of tenfold from 2010 to 2040. The major new player in that field is anticipated to be Russia whose output is still expected to trail that in North America (which includes Canada and Mexico).
One of the great questions of the next decade relates to the development of the heavy oils of Venezuela and Canada. EM expects that the Canadian production will increase 200% with the rest of the total gain of 300% of the 2010 total presumably coming from Venezuela. However Venezuelan development remains a complex situation.
One of the most promising developments that EM describe is the use of extended reach horizontal wells, that are now allowing sub-sea deposits to be tapped using land-based rigs. At Sakhalin Island, for example, they note that they were able to drill one well in the Chayvo field that extended out 7 miles.
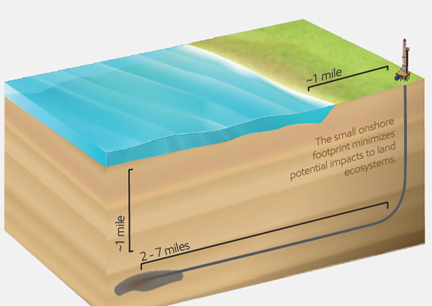
Figure 7. Illustration by EM of their extended reach well capabilities.
The other source that EM cite for increased production comes from OPEC and production gains in the Middle East. Given that Saudi Arabia have stated that 10 mbd is their intended upper limit to production (give or take a little) one presumes that the roughly 9 mbd gain is largely anticipated to come from Iraq. EM don’t actually say, nor did they last year, but it is interesting to end by comparing last year’s projection for future growth with the one shown in Figure 6.

Figure 8. The projected volumes for liquid supply growth as provided by ExxonMobil last year in their 2013 report.
On which cheerful note I wish you all the Compliments of the Season, and hopes that you have a safe and happy break.